
Colector de control hidráulico son conjuntos complejos en los que confluyen y se cruzan muchas tuberías. Tradicionalmente, los fabricantes han mecanizado y perforado transversalmente las secciones del colector de control hidráulico. Sin embargo, debido a las limitaciones del mecanizado angular, este método no optimiza el rendimiento de los fluidos de la manera más eficaz. Además, para ajustar los caudales suele ser necesario añadir tapones en el interior de las vías de flujo, lo que plantea problemas a la hora de mantener una precisión de mecanizado constante.
3D Science Valley ha presentado la solución de ZhuoYi para optimizar los bloques hidráulicos y ahora, partiendo de un bloque hidráulico que en su día se adelgazó hasta la mitad del volumen de material, ZhuoYi ha vuelto a optimizarlo hasta el final y, esta vez, ha vuelto a adelgazarlo hasta la mitad del volumen de material...
Antes de empezar la nueva historia, repasemos juntos cómo optimizamos inicialmente el colector de control hidráulico.
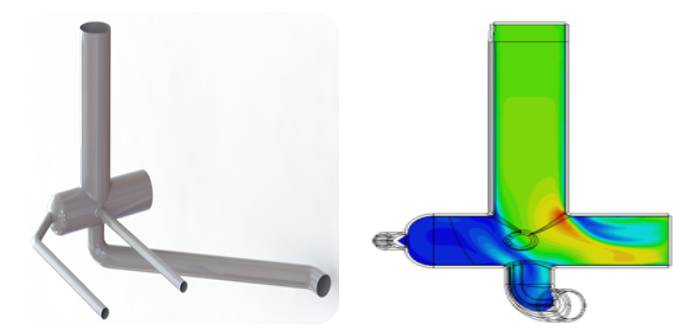
La imagen inferior muestra una estructura en la que hemos mecanizado orificios transversales para incorporar tapones terminales en una sección del bloque de fluido, con una cruz vertical de 90 grados dentro del canal de fluido y una curva de 90 grados en la dirección del fluido.
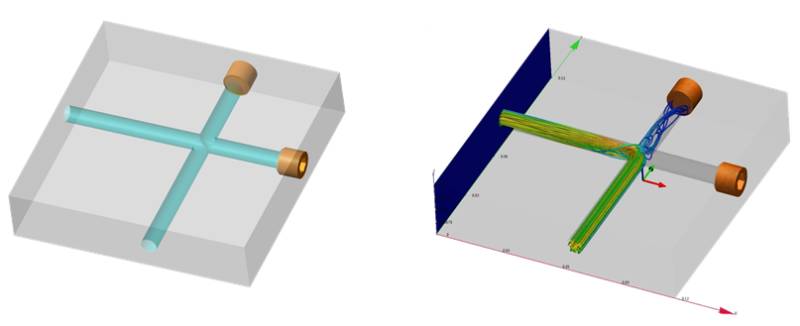
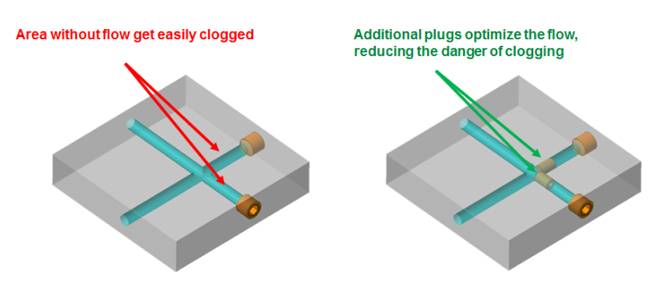
Un análisis VFD mostró que algunas zonas tendrían poco caudal y otras turbulencias. Para ajustar aún más el patrón de flujo, hay que utilizar tapones internos, pero esto añade complejidad y no elimina la necesidad de que el fluido pase por curvas cerradas. Desde una perspectiva hidrodinámica, el diseño de los bloques hidráulicos integrados mecanizados tradicionalmente tenía un importante potencial de mejora, pero en aquel momento no disponíamos de la flexibilidad que ofrece la tecnología de impresión 3D.
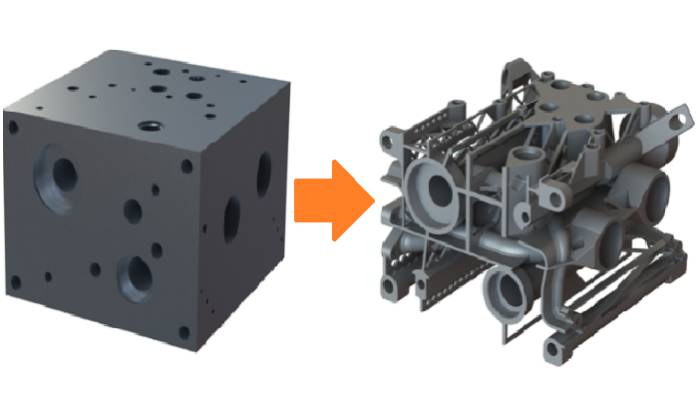
La tecnología de fabricación aditiva por fusión selectiva por láser, que funde el polvo metálico capa por capa para fabricar productos, nos permite optimizar previamente el diseño de las vías de flujo de fluidos y reducir al mismo tiempo el peso innecesario del cuerpo de la válvula.
Paso 1: Extracción de trayectorias de fluidos
El primer paso consiste en extraer las trayectorias de los fluidos, incluidos los diseños perforados transversalmente, lo que, a diferencia del mecanizado tradicional que parte de un bloque sólido de metal, implica eliminar la parte del diseño por la que no pasan los fluidos de mecanizado tradicionales, sino los orificios perforados para las necesidades de mecanizado. Dejando los tubos, y colectores funcionales, por los que pasará el fluido. La parte derecha muestra el diseño final extraído.
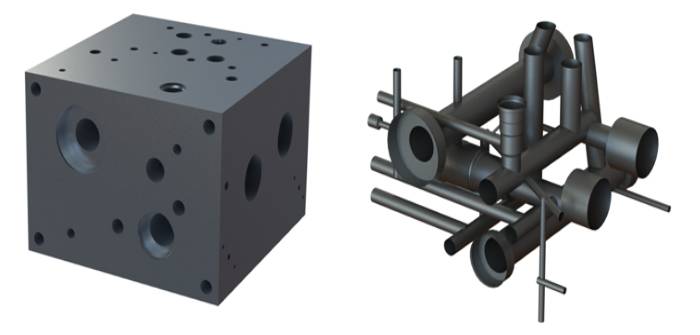
Paso 2: Optimización de la forma del flujo
Ahora empezamos a reducir y simplificar la trayectoria del flujo de fluido sin las limitaciones impuestas por los diseños de perforación transversal, con el objetivo de reducir las turbulencias sustituyendo las esquinas afiladas por curvas redondeadas en el diseño.La imagen muestra un concepto de trayectoria de flujo que identifica las zonas de separación y estancamiento del flujo.
Paso 3: Determinar el grosor de la pared y la estructura de soporte
Una vez optimizado el recorrido del fluido, hay que determinar el grosor de la pared y la estructura de soporte para calcular y analizar las presiones hidrodinámicas mediante un modelo de tensiones de análisis por elementos finitos (AEF).
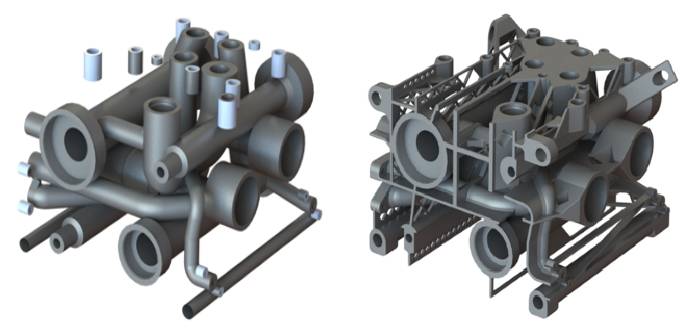
Por último, la estructura de soporte sirve de andamiaje para mantener unidos los componentes y actúa como soporte y anclaje durante el proceso de construcción.
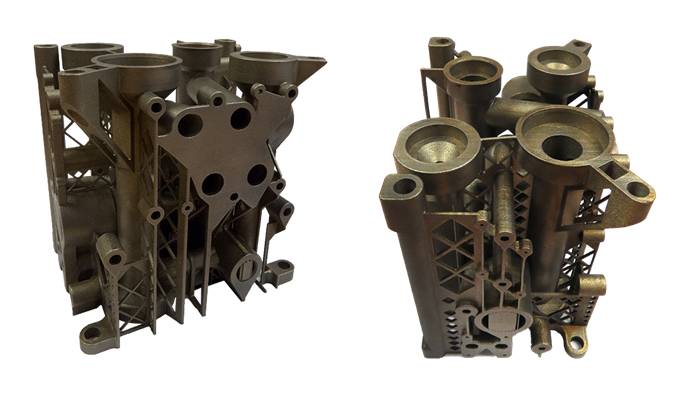
Este magnífico ejemplo no sólo reduce el peso del bloque de válvulas hidráulicas en un 50%, sino que también mejora la eficacia del flujo de fluidos, evita la necesidad de nuevos montajes y mejora el rendimiento y la estabilidad del cuerpo de la válvula.
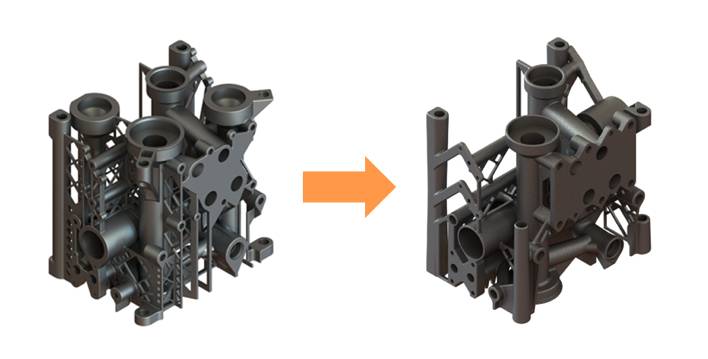
En la segunda iteración del diseño, tuvimos en cuenta que los bloques de válvulas se utilizan en serie y, si alguno se rompe, hay que desmontarlo y repararlo individualmente, por lo que nos aseguramos de que fuera fácil desmontarlos. Otra consideración fue aumentar la rigidez de la pieza para evitar que los bloques se golpearan durante el proceso de acabado, por lo que cambiamos el material de aluminio a acero inoxidable en la segunda iteración del diseño.
La segunda iteración logró una reducción de 79% en el volumen de material. La reducción del tiempo de fabricación aditiva fue significativa porque dependía en gran medida de la cantidad de material que había que fundir.El ahorro procedía de dos fuentes: la mejora de la eficiencia del material y la reducción del tiempo y los costes de procesamiento.

No sólo eso, sino que mejoramos significativamente el rendimiento del colector de control hidráulico, logrando un aumento del 60% en la eficiencia del flujo y garantizando al mismo tiempo la compatibilidad con los diseños existentes. También redujimos significativamente la probabilidad de fallo del colector de control hidráulico utilizando materiales más resistentes.
Póngase en contacto con Zhuo Yi Control Technology, lo último en tecnología de producción
Puede ponerse en contacto con nosotros correo electrónico o WhatsApp.


