
Изготовление алюминиевого блока гидравлического коллектора в некоторых случаях дает преимущество легкого веса, но также имеет недостаток в том, что он не устойчив к истиранию. Технология аддитивного производства (AM) позволяет создавать внутренние элементы и каналы, которые идеально подходят для проектирования и производства коллекторов.
Совместно с заказчиком компания Renishaw изменила конструкцию существующего гидравлического коллектора, используя методы аддитивного производства. Вес был сведен к минимуму без ущерба для прочности компонентов. Аддитивное производство обеспечивает высокую степень свободы проектирования, которую конструкторы могут использовать для повышения эффективности проточной части.
Традиционный метод изготовления гидравлических коллекторов
ТрадиционноИзготовление алюминиевого блока гидравлического коллектора начинается с резки и обработки заготовок из алюминия или нержавеющей стали до необходимых размеров, после чего производится сверление отверстий для формирования каналов потока жидкости. Из-за сложности сверления отверстий часто используются специальные инструменты. Для правильной подачи жидкости в систему внутри каналов также требуются заглушки.
Ограничения, присущие процессу производства, могут привести к образованию крутых углов между соседними каналами, что приведет к плохому или застойному течению жидкости.
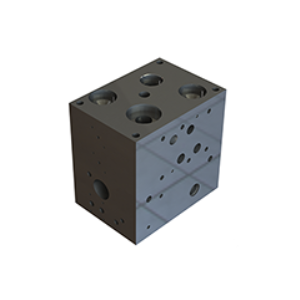
Оригинальный гидравлический коллектор
Алюминий блоки гидравлических коллекторов имеют низкую абразивную стойкость, и любые упавшие частицы будут царапать поверхности каналов и увеличивать износ. По этой причине иногда предпочтительнее использовать коллекторы из нержавеющей стали. Однако нержавеющая сталь плотнее и тверже алюминиевых сплавов, а ее вес и стоимость обработки значительно выше.
Преимущества использования AM для проектирования и производства гидравлических коллекторов
- Оптимизированные потоки для более эффективной работы компонентов
- Способность в полной мере использовать методы вычислительной гидродинамики (CFD) для помощи в процессе проектирования
- Снижение потребности в крепеже
- Уменьшает необходимость в съемных опорных конструкциях
- Значительное снижение веса
- Не требуется доступ для демонтажа модуля
- Полная свобода проектирования для создания коллекторов со значительно уменьшенными размерами
Прямые выгоды для клиентов
- Снижение массы до 79 процентов
- Цельная конструкция с меньшим количеством дефектов
- Ускоренные итерации проектирования и разработки
- Полная совместимость с существующими конструкциями
- 60% увеличение эффективности потока
Редизайн для аддитивного производства - область проектирования
В процессе перепроектирования компонентов возник ряд конструктивных и функциональных требований заказчика, которые необходимо было учесть.
геометрическая фигура
- Определенный порт подключения
- Внутренний диаметр проточного канала
- Толщина стенок проточного канала
- Фиксированные позиции и интерфейсы
функция
Основным требованием заказчика было снижение веса компонентов при сохранении жесткости и функциональности. Однако в случае алюминиевого блока гидравлического коллектора конструкторы добились этого за счет снижения веса компонентов, но уменьшения жесткости, а в случае стального блока гидравлического коллектора - за счет увеличения жесткости, но увеличения веса.
Первая итерация дизайна
Они разделили детали на каналы, необходимые для обеспечения работы гидравлического коллектора. Используя программное обеспечение CAD, они извлекли пути потока из первоначальной конструкции с поперечным сверлением и удалили все ненужные просверленные участки, оставив только необходимую сеть трубопроводов.
Впоследствии каждая гидравлическая линия была сокращена и упрощена. Инженеры провели оптимизацию потоков после выявления областей с плохим потоком жидкости и застоем с помощью CFD-анализа.
В этом случае инженеры создают толщину стенок в соответствии со спецификациями, предоставленными заказчиком, что достигается с помощью модели напряжений анализа конечных элементов (FEA), основанной на показаниях давления, полученных в ходе CFD-анализа.
Наконец, они разработали и добавили постоянную опорную конструкцию к геометрии CAD, чтобы создать эффективную самонесущую конструкцию.
Первая итерация конструкции позволила уменьшить объем коллектора на 52% и увеличить эффективность потока на 60% по сравнению с первоначальным вариантом.

Итерация дизайна второго поколения
Первоначально разработчики коллекторов предполагали использовать их в модулях с несколькими последовательно установленными блоками. Иногда операторам требовалось извлекать отдельные гидравлические коллекторы из последовательности для обслуживания, что требовало доступа с резьбой для снятия модуля.
После первой итерации аддитивно изготовленная геометрия позволила инженерам вручную снимать коллекторы без каких-либо инструментов, что устранило необходимость в канале для снятия модуля.
Первая итерация конструкции была настолько меньше исходного цельного блока, что возникли опасения, что итерация 1 может погнуться, деформироваться при кручении и/или вибрировать при последующей обработке. Эти опасения оказались необоснованными. В результате второй итерации конструкции окончательный объем коллектора составил всего 21% от первоначального, при этом жесткость коллектора была еще больше увеличена.
Такое значительное уменьшение объема коллектора позволило использовать более подходящую нержавеющую сталь 316L для производства итерации 2. После второй итерации инженеры добились снижения массы коллектора на 37% за счет использования более плотных материалов.
Краткие результаты
| этап проектирования | материалы | Объем (см³) | количество |
| Оригинальный алюминиевый блок гидравлического коллектора | алюминий | 9600 | 25.6 |
| Первая итерация проектирования аддитивного производства | алюминий | 4650(-52%) | 12.3 |
| Аддитивное производство Вторичная итерация проектирования | 316L нержавеющая сталь | 2040(-79%) | 11.3 |
Конечно, компания Zhuo Yi Control Technology Co., Ltd. специализируется на производстве коллекторов гидравлических клапанов, вы можете связаться с нами для изготовления гидравлического коллектора по индивидуальному заказу.


