
El proceso de fabricación bloques hidráulicos
Los bloques hidráulicos se diseñan primero y se mecanizan después, el proceso de mecanizado es aproximadamente el siguiente
(1) Tratamiento previo
El procesamiento de los materiales del bloque de la válvula debe garantizar que la organización interna de la densa, no habrá capa intermedia, tracoma y otros defectos, el espacio en blanco debe ser detectado antes de su procesamiento. El bloque del arrabio y el bloque de acero más grande deben ser tratamiento del envejecimiento y tratamiento previo antes de procesar.
(2) material
Por lo general, deje al menos 2 mm de margen de mecanizado en cada lado.
(3) Perfil de fresado
Fresado de 6 lados del bloque, dejando 0,2-0,4 mm de desbaste en cada lado.
(4) Desbaste
Desbaste bloque de válvulas 6 lados, dejando 0,05-0,08 mm cada lado de la cantidad de molienda fina, para asegurar que cada par de paralelismo de la superficie correspondiente es inferior a 0,03 mm, la perpendicularidad de las dos superficies adyacentes es inferior a 0,05 mm.
(5) Trazado
Condicional puede estar en la máquina de perforación CNC directamente con el taladro de centro para completar.
(6) Perforación
La rugosidad superficial de cada orificio es Ra12,5.

(7) Molienda fina
Rectificar las 6 caras del bloque de válvula, cada superficie rectificada a rugosidad Ra0.4um. El procesamiento del bloque de válvula debe controlar estrictamente la tolerancia de forma y posición para cumplir con el uso de los requisitos, los valores de tolerancia de forma y posición se refieren a lo siguiente:
La tolerancia de perpendicularidad entre las 6 caras del bloque de válvula es de 0,05mm; la tolerancia de paralelismo de las caras relativas es de O,03mm; la tolerancia de planitud de cada cara es de 0,02mm; la tolerancia de perpendicularidad entre las roscas y sus superficies de encaje es de 0,05mm; la tolerancia de perpendicularidad entre todos los agujeros y las superficies extremas donde están situados es tal que 0,05mm.

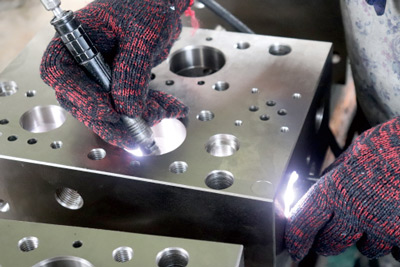
(8) Desbarbado.
Para garantizar la limpieza del sistema hidráulico, es necesario desbarbar los bloques hidráulicos. Desbarbado bloques hidráulicos se completa a través de la inspección endoscopio industrial para asegurar que la rebaba limpiado. En la actualidad, muchos fabricantes siguen utilizando cepillos para el desbarbado manual, proceso áspero, la eliminación de rebabas no es limpia.
(9) Limpieza.
Limpieza final del bloque de válvulas. Eliminar todo tipo de partículas contaminantes, corrosión, grasa, etc. adheridas a la superficie del bloque de válvulas.
(10) Tratamiento antioxidante.
Con el fin de garantizar que el bloque de válvulas en uso no se oxida prematuramente, debe ser el tratamiento antioxidante. Bloque de válvulas del canal de aceite interno se puede utilizar fosfatado decapado, la superficie externa del proceso de tratamiento de óxido principalmente azul, cadmiado, zincado, niquelado y otro tratamiento superficial.

Tecnología de control Nanjing Zhuo Yi diseño y procesamiento de colectores integrados
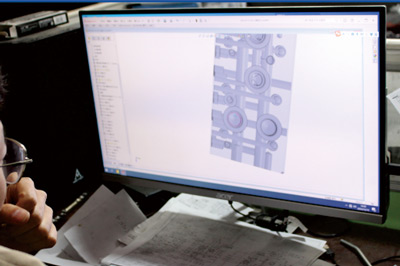
Desarrollo y diseño
Con una rica experiencia en diseño, para garantizar la función óptima del colector de válvulas integrado; el uso de software de diseño avanzado internacional para el desarrollo de productos, para garantizar la estructura compacta del colector de válvulas integrado.
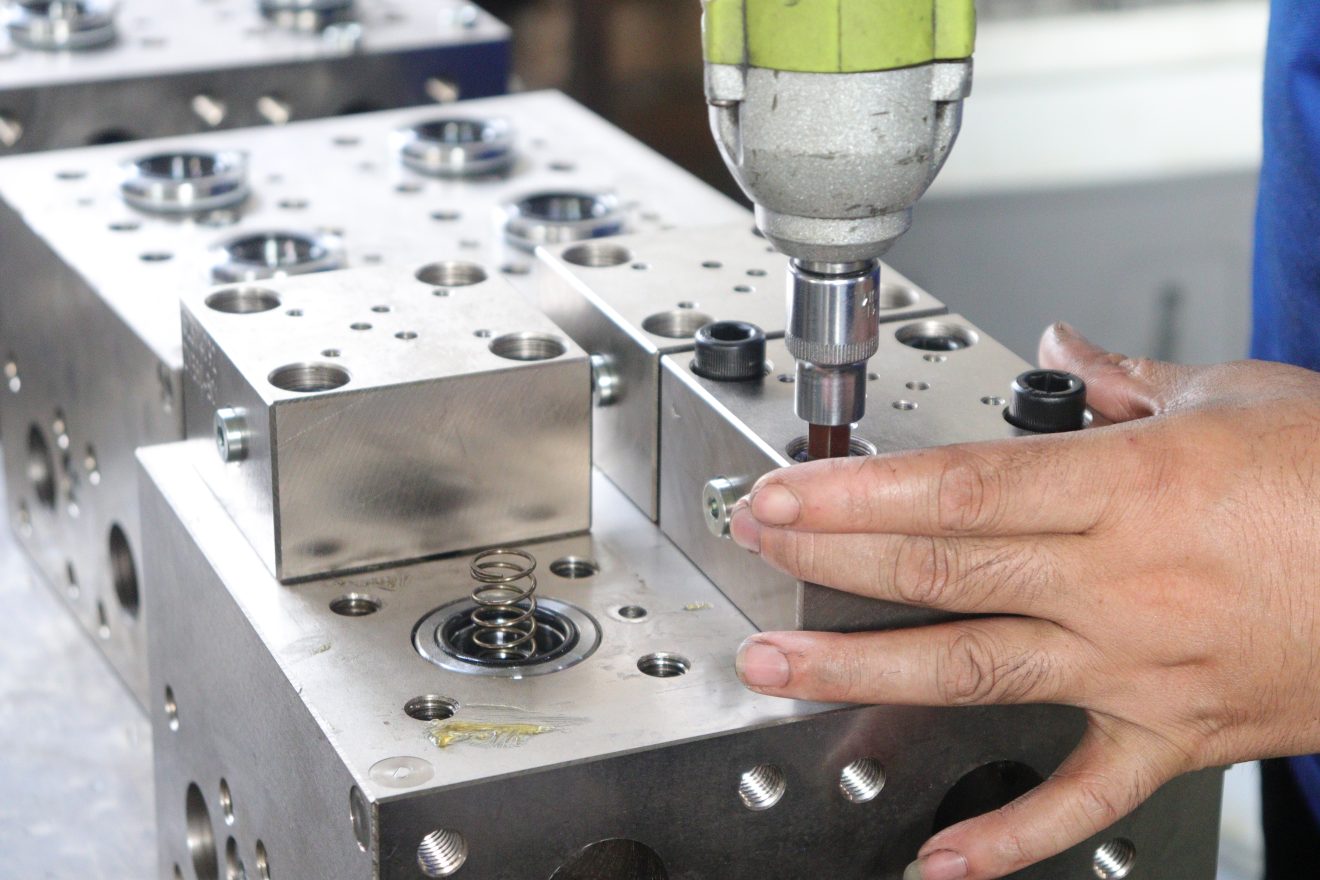
Producción y transformación
Los productos se fabrican con centros de mecanizado avanzados para garantizar la precisión del mecanizado; disponen de una gama completa de herramientas especiales de conformado para garantizar la calidad del producto; y utilizan herramientas especiales de desbarbado para reducir el grado de contaminación del producto.
Prueba de inspección
El uso de equipos de inspección avanzada y dispositivos de inspección para los productos de la fábrica de pruebas de proceso, para garantizar que los productos cumplen los requisitos del cliente; 100% prueba de fábrica para garantizar que cada producto está calificado para salir de la fábrica.
Póngase en contacto con Zhuo Yi Control Technology, lo último en tecnología de producción
Puede ponerse en contacto con nosotros correo electrónico o WhatsApp.



