
The process of making hydraulic blocks
Hydraulic blocks are first designed and then machined after completion, the machining process is roughly as follows
(1) Pre-processing
Processing of valve block materials need to ensure that the internal organisation of dense, there shall be no interlayer, trachoma and other defects, the blank should be detected before processing. Cast iron block and larger steel block should be aging treatment and pretreatment before processing.
(2) material
Generally leave at least 2mm machining allowance on each side.
(3) Milling profile
Milling 6 sides of the block, leaving 0.2-0.4mm rough grinding on each side.
(4) Rough grinding
Rough grinding valve block 6 sides, leaving 0.05-0.08mm each side of the amount of fine grinding, to ensure that each pair of parallelism of the corresponding surface is less than 0.03mm, the perpendicularity of the two adjacent surfaces is less than 0.05mm.
(5) Scribing
Conditional can be in the CNC drilling machine directly with the centre drill to complete.
(6) Drilling
The surface roughness of each hole is Ra12.5.

(7) Fine grinding
Grind the 6 faces of the valve block, each surface grinding to roughness Ra0.4um. Valve block processing must strictly control the shape and position tolerance to meet the use of the requirements, shape and position tolerance values refer to the following:
The perpendicularity tolerance between the 6 faces of the valve block is 0.05mm; the parallelism tolerance of the relative faces is O.03mm; the flatness tolerance of each face is 0.02mm; the perpendicularity tolerance between the threads and their fitting surfaces is 0.05mm; the tolerance of perpendicularity between all the holes and the end surfaces where they are located is such as 0.05mm.

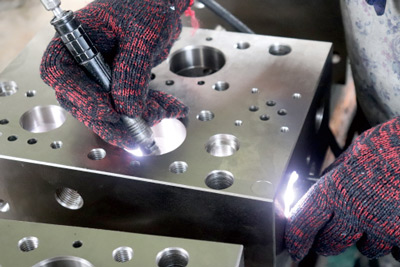
(8) Deburring.
In order to ensure the cleanliness of the hydraulic system, hydraulic blocks must be deburred. Hydraulic blocks deburring is completed through the industrial endoscope inspection to ensure that the burr cleaned up. At present, many manufacturers are still using brushes for manual deburring, rough process, burr removal is not clean.
(9) Cleaning.
Final cleaning of the valve block. Remove all kinds of particulate pollutants, corrosion, grease, etc. attached to the surface of the valve block.
(10) Anti-rust treatment.
In order to ensure that the valve block in use will not prematurely rust, must be anti-rust treatment. Valve block of the internal oil channel can be used pickling phosphating, the external surface of the rust treatment process mainly blue, cadmium-plated, zinc-plated, nickel-plated and other surface treatment.

Nanjing Zhuo Yi control technology integrated manifold design and processing
Development and design
With rich design experience, to ensure the optimal function of the integrated valve manifold; the use of international advanced design software for product development, to ensure the compact structure of the integrated valve manifold.
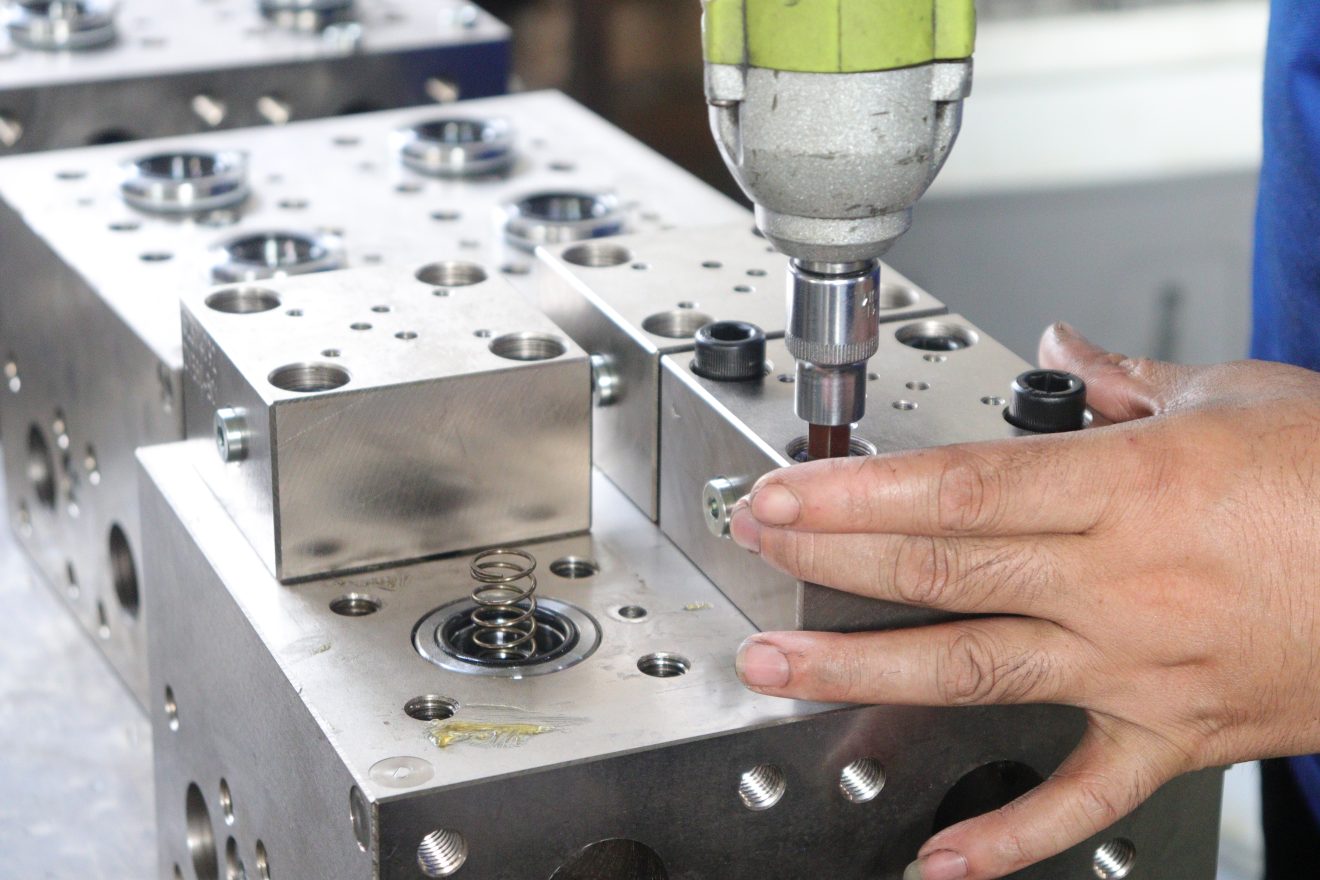
Production and processing
The products are manufactured using advanced machining centres to ensure machining accuracy; have a full range of special forming tools to ensure product quality; and use special deburring tools to reduce the degree of product contamination.
Inspection test
The use of advanced inspection equipment and inspection devices for the products of the factory process testing, to ensure that the products meet customer requirements; 100% factory test to ensure that each product is qualified to leave the factory.
Contact Zhuo Yi Control Technology for the latest production technology!



